离心式压缩机随着使用越来越普及,维保方式也越来越透明,做好离心压缩机的检修也要像4S店一样专业和规范,每次规范检修后都要找出和防范故障隐患,让设备恢复到正常状态,了解和掌握规范检修方式和注意细节也是保障设备正常运行的条件。
检修规模分为大、中、小修或系统停车检修、故障抢修及临时停修,均可根据故障情况、检修内容及规模分别纳入大、中、小修计划。配置随机故障监测和诊断装备的机组,根据实际情况应逐步开展预测性检修。
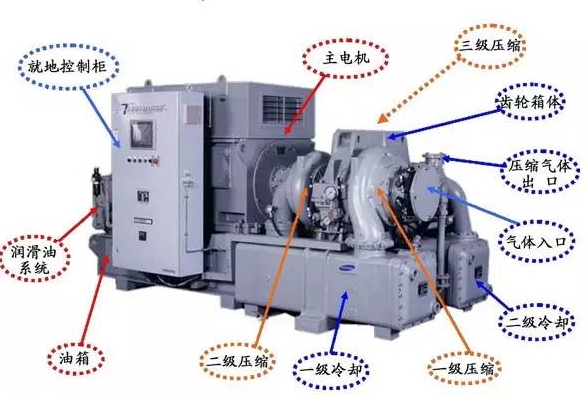
离心压缩机主机
小修
1、检查和清洗油过滤器;
2、消除油、水、气系统的管线,阀门、法兰的泄漏缺陷;
3、消除运行中发生的故障缺陷。
中修
1、包括小修项目。
2、检查、测量、修理或更换径向轴承和止推轴承,清扫轴承箱。
3、检查、测量各轴颈的完好情况,必要时对轴颈表面进行修理。
4、重新整定轴颈测振仪表,移动转子,测量轴向窜动间隙,检查止推轴承定位的正确性。
5、检查止推盘表面粗糙度及测量端面跳动。
6、检查联轴器齿面磨损、润滑油供给以及轴向串动和螺栓、螺母的联接情况,进行无损探伤,复查机组中心改变情况,必要时予以调整。
7、检查、调整各测振探头,轴位移探头及所有报警信号、联锁、安全阀及其他仪表装置。
8、检查拧紧各部位紧固件、地脚螺栓、法兰螺栓及管接头等。
大修
1、包括全部中修项目。
2、拆卸气缸,清洗检查转子密封、叶轮、隔板、缸体等零件腐蚀、磨损、冲刷、结垢等情况。
3、检查、测定转子各部位的径向跳动和端面跳动,轴颈粗糙度和形位误差情况。
4、宏观检查叶轮;转子进行无损探伤。根据运行和检验情况决定转子是作动平衡还是更换备件转子。
5、检查、更换各级迷宫密封、浮环密封或机械密封或干气密封;重新调整间隙,转子总窜量、叶轮和扩压器对中数据等。
6、检查清洗缸体封头螺栓及中分面螺栓,并作无损探伤。
7、气缸、隔板无损探伤。气缸支座螺栓检查及导向销检查。
8、检查压缩机进口过滤网和出口止逆阀。
9、检查各弹簧支架,有重点地检查管道、管件、阀门等的冲刷情况,进行修理或更换。
10、机组对中。
增速箱
中修
1、检查、清洗润滑油路,整定油温,油压力仪表,消除泄漏。
2、检查和紧固各连接螺栓。
3、检查齿面啮合及磨损情况。
4、清除机件和齿轮箱内油垢及污物。
5、检测联轴器的轴向串量及检查齿面磨损、润滑情况。
大修
1、包括全部中修内容。
2、检查止推盘磨损情况,测量端面跳动。
3、检测、修理或更换轴承和油封。
4、检测齿轮轴颈的圆度和圆柱度,必要时进行修整。
5、检查两齿轮轴的平行度和水平度,必要时予以调整。
6、对齿轮、轴、半联轴器及其连接螺栓,螺母等作无损探伤。
7、检查、调整测振及轴位移探头,温度压力仪表。
8、清理喷油嘴、油孔、油道。

零部件检修
1轴承
可倾瓦块式径向轴承采用五块瓦结构,这种结构能够有效地抑制油膜涡动和振荡,五块瓦在瓦壳内沿圆周均匀分布,瓦块绕自身轴线转动,并由瓦背定位销钉定位。瓦壳两侧油封可维护轴承体内油压并能防止润滑油外漏。整个轴承体采用水平剖分结构,便于拆装和检查。
可倾瓦块的金斯伯雷型止推轴承和米契尔型止推轴承均具有较大的轴向承载能力和定位能力。金氏轴承由于在瓦块与基环间有均压块,因此还有良好的均载减载能力。米契尔型止推轴承可以整体拆装,主要用在筒形缸体的压缩机中。
2径向轴承
拆卸程序
1、拆去仪表探头和其他妨碍轴承拆卸的仪表接线。
2、拆轴承盖中分面螺栓和定位销,用顶丝轻轻顶起轴承盖,然后吊开轴承盖。
3、拆开轴承体中分面螺栓,拆去径向轴承上部。
4、用抬轴专用工具轻轻将轴提起,提起高度以下半轴承体能刚好绕轴转动为限,且不得超过0.15mm。将下轴承体绕轴翻转至轴颈上部,拆去下部轴承。注意:不得在转子两端同时提起转子,也不得在未揭大盖的情况下使用天车起吊转子。带热敏元件的轴瓦在翻转中不得损伤仪表导线。
5、记录每个瓦块在轴承壳中的位置和方向,松开并拆去瓦块背部定位螺钉,依次取出各瓦块。
检修技术要求
可倾瓦块
瓦块巴氏合金层应无裂纹、掉块、脱胎、烧灼、碾压、磨损及拉毛等类缺陷。巴氏合金表面不允许存在沿轴向的划痕和沟槽,沿周向的划痕和沟槽的深度应不超过0.1mm。瓦块经着色或浸煤油检查,巴氏合金应贴合良好,表面无偏磨,接触印痕沿轴向均匀。
瓦块背部承力面光滑,与瓦壳的接触印痕沿轴向均匀并保持线接触,绕枢轴摇摆的瓦块,受力面接触均匀,与枢轴销配合不松晃,瓦背无烧灼压痕和重载痕迹。
瓦块进油边缘过渡圆滑,适宜于油流进入油楔。
同组瓦块厚度应均匀,相互厚度差用假轴或轴颈测量,不大于0.01mm。
瓦块背部销孔及相应的销钉应无磨损或偏磨,定位销在销钉孔中的直径间隙不小于2.0mm,组装后,销钉与销孔的顶部间隙不小于1.5mm。瓦块在瓦壳内摇摆灵活,不顶瓦块。
带热敏元件的瓦块,其热敏元件与瓦块固定可靠不松动,引线绝缘保护层良好。组装后,热敏元件及引线不防碍瓦块在瓦壳内灵活摆动,也不影响整个轴承组装。
瓦背接触线通过瓦块背面几何中心,接触线两侧形状对称,绕接触线摇摆时,瓦壳表面任一部位不应低于两侧油封(转子装入的情况下)。
当轴压在下半支承瓦上时,左右两块瓦应受载均匀。
轴瓦壳
瓦壳中分面密合,定位销配合紧密,上紧中分面螺栓后,瓦壳中分面不错口。
轴瓦壳两侧油封无磨损,间隙不超差。油封上下中分接合面密合,且不顶瓦壳,浮动式油封浮动灵活,端面不错口。
用红丹检查瓦壳在下半轴承座内接触情况,应接触良好。左右两侧与轴承座中分面齐平,两侧间隙前后左右均匀,且不大于0.05mm。瓦壳防转销不高出轴承座中分面。拧紧中分面螺栓后,瓦壳中分面、轴承座中分面密合无间隙。
轴瓦壳背部紧力或间隙符合制造厂设计要求。
瓦壳进油和回油孔与相应的轴承座油孔对正,测振探头孔、温度测量孔等均能对正。瓦壳进油孔限流螺钉不松动、固定可靠,孔径符合设计要求。进、回油孔不堵塞。
轴承间隙测量方法
假轴法
假轴的直径与轴承的实际工作轴颈相差在0.05mm以内,假轴的中心线与工作水平面的垂直度误差在0.02mm以内。
将轴承组合在假轴上,拧紧中分面螺栓,用0.02mm 的塞尺检查中分面无间隙。
架千分表并沿工作时的垂直方向上下抬动径向轴承,千分表读数假定为S(mm),考虑瓦块的倾绕效应,实际的轴承间隙为C(mm),则对五块瓦结构有:C=0.894S,此外,还需计入假轴与实际轴颈的差值。
抬瓦法
抬瓦法所测间隙的计算方法和测量方法与假轴法相同,但应将转子吊出,支承于支架上抬动轴承即可。
压铅丝法
A 所采用的铅丝直径应比所测间隙大30-50%。
B 对轴承壳体中分面和轴承座中分面,用0.02mm塞尺检查,中分面应无间隙且不错口。
C 测量两上瓦瓦块中部处的铅丝厚度S,则实际的轴承间隙C 为:C=1.1S。
瓦背配合情况测量
瓦背配合情况,现场施工时俗称“瓦背紧力”
压铅丝法
在瓦壳背部和轴承座中分面分别放置直径约0.1-0.2mm的铅丝测量,两铅丝压后的厚度差值,即为瓦背配合的间隙或过盈。
直接测量法
测量轴瓦壳外径和轴承座内孔径,两径之差即为瓦背过盈或间隙。
3薄壁瓦
轴瓦的清洗与检查:
由于薄壁瓦结构上的特殊,轴瓦的清洗、检查方法必须注意以下几方面。
由于薄壁瓦 轴瓦合金层比较薄,一般0.3-0.8mm左右,故当轴瓦表面磨损较严重、发生咬伤而无法用加垫收紧法调整时,以及轴承脱落或不能保证检修间隔期等情况时,应更换轴瓦。
大修时,如果其中有一半轴瓦因磨损过薄或损坏而不能继续使用时,应成套更新。
轴瓦的修理与更换:
焊补法修复。当轴承合金层有小片剥落时,可以用焊补法修复。
轴瓦的收紧。薄壁瓦大、中修理时,由于轴承合金层还比较厚,同时又没有其他不可修理的缺陷,都可以采用轴瓦收紧法将轴瓦收紧。经刮研,使其与轴颈具有规定的装配间隙而继续使用。
收紧轴瓦有以下三种方法
第一种是轴瓦和轴承座分开面间原来装有调整垫片者,可适当减少调整垫片的厚度;
第二种是轴瓦和轴承座分开面间原来没有调整垫片者,或者调整垫片抽掉后,间隙仍过大,应在轴瓦外圆与轴承座之间垫以黄铜皮;
第三种是在轴瓦外圆镀铜。
轴瓦需更新时,如果轴颈尺寸未变,则可用原标准轴瓦备件,只要稍经刮削,就能达到规定的装配要求。如果轴颈已磨损,或圆锥度已超过规定值,则所配轴瓦应按轴颈加工后的尺寸装配。
轴瓦的刮研:
轴瓦刮研的基本方法应注意如下几点:
1、应先将下半轴瓦刮好后再刮上半轴瓦。
2、装在轴瓦和轴承座两边分开面间的调整垫片或补偿磨损垫片的厚度应相等。
3、在刮研下半轴瓦时,如果不装上半轴瓦及瓦盖,可用图所示的方法来压紧下半轴瓦。
4、每半轴瓦左右两边刮研的轻重应一样。
5、如果紧固轴瓦的螺柱是两只,当轴瓦刮研到可以压紧,两边的螺母每次均应相互交替地紧至规定扭力矩;如有四只螺柱,则取对角两只相互交替地紧至规定扭力矩。
6、薄壁瓦要求接触角为135°,接触点数为3-4点/c㎡,并均匀分布。
轴瓦的调整与装配:
1、测量轴瓦间隙。可采用压软铅丝法测量,其基本操作方法同前述各轴瓦。
2、垫片调整。根据轴颈修理后的直径和轴瓦的内径大小,可按下式计算出应减少调整垫片的厚度:k=D-d-△
式中:D-轴瓦内径,mm;d-轴颈外径,mm;△-轴瓦和轴颈规定最小装配间隙,mm。
轴瓦两边的调整垫片厚度应相等,最好每边只用一块调整垫片。
3、轴瓦装配时的紧力。为了使轴瓦在轴承座内不转动,装配轴瓦时必须给予轴瓦一定的紧力,其值的大小一般用轴瓦两端分开面处的凸出高度来表示,可按下式计算:式中D-轴颈直径,mm。




