本文介绍了基于振动信号分析的一种螺杆压缩机异响故障诊断方法。观察振动信号的时域波形图中是否有冲击信号,可作为判断转子与机壳有无碰擦故障的依据。
一、引言
螺杆空压机是一种广泛应用于石油化工及工业生产领域的动力设备,其安全可靠运行,对保障企业生产具有重要意义。目前,大型工艺螺杆压缩机用户会实时监测其运行状态,以便及时发现问题避免发生严重事故。而通用螺杆压缩机一般会在出厂前进行试车检测,保证产品交付后顺利工作。因为没有实时监测系统,所以通用螺杆压缩机的出厂试车检测尤为重要。而异响是试车检测中较为常见的问题。本文针对喷油主机异响及采集到的一种振动信号展开分析。
二、异响信号
1、异响检测
试车检测中,一般是以仪器测试主机的振动烈度作为产品是否合格的检测标准。但是传统测试仪器仅能提供螺杆主机振动的有效值,对检测主机异响而言具有较大的局限性。
另外,由于缺乏明确的判断标准,对于异响的判断,目前主要依靠工人师傅的个人经验,借助铜棒或直接通过人耳进行辨识,给出结论,主观性和经验性较强。但主机异响可以在早期暴露主机存在的问题,如转子间啮合不良、转子与机壳碰擦,避免主机咬死等严重事故发生。
2、检测系统搭建
检测对象为某型喷油螺杆空压机主机,排气量35m³/h,排气压力0.8MPa。
检测系统硬件方面选用美国NI公司USB9233型数采卡,丹麦BK公司4085型加速度传感器;软件方面应用Labview编程平台提供的Express模块,进行测量程序的开发。
新搭建的测试系统不仅能提供主机振动的有效值,还能提供振动信号的时域波形,可直观的观测到振动信号,有助于异响的判断分析。
3、检测结果
试车人员反映主机有异响,且推测异响源在机壳部位。用新搭建的测试系统对机壳进行测试,结果如图1~4所示。
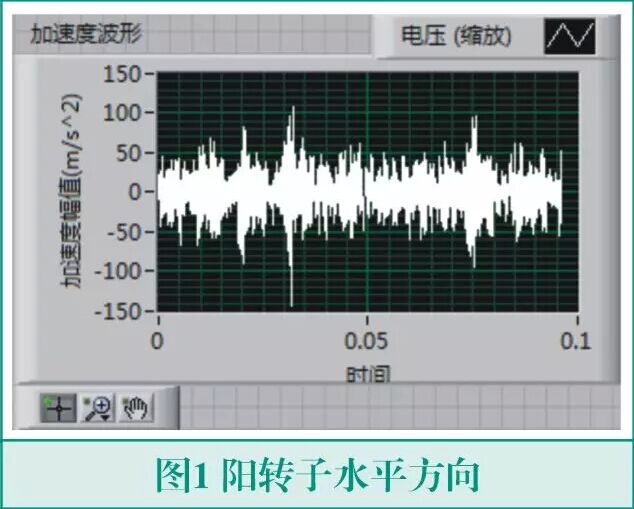
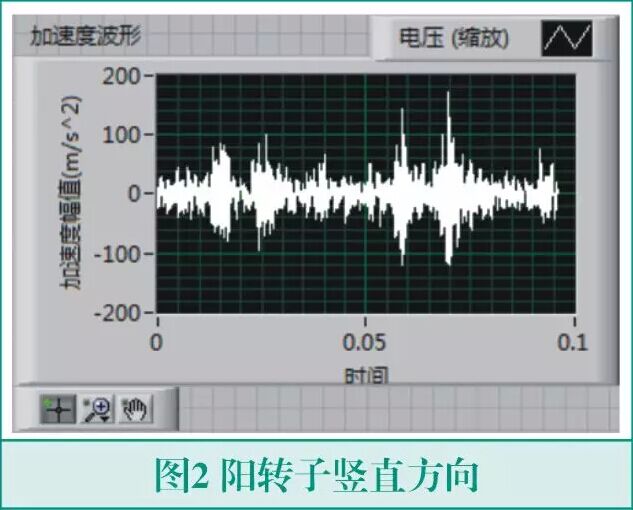
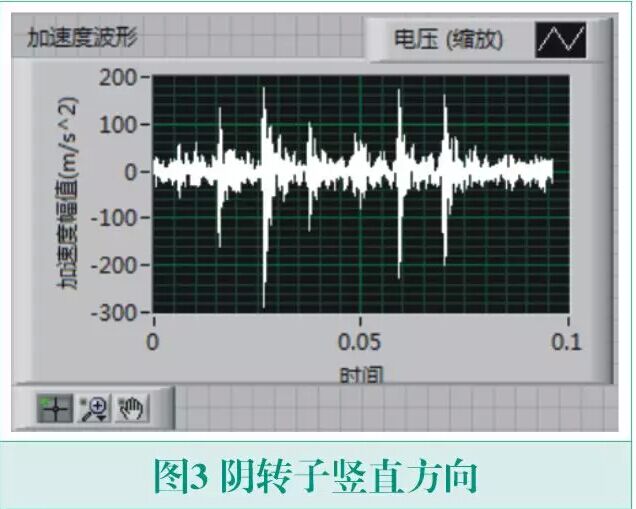
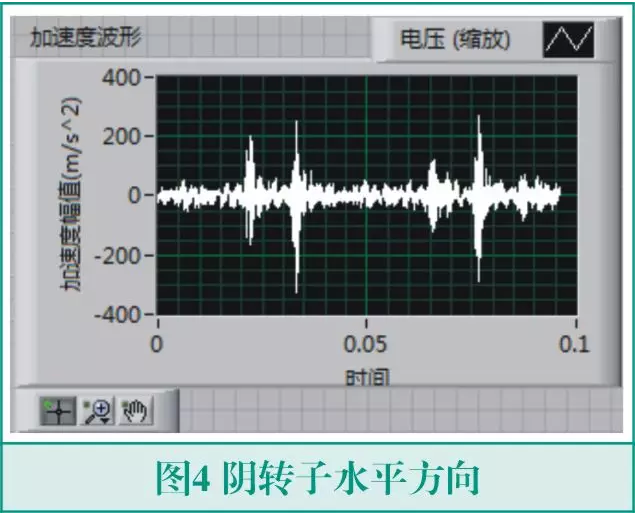
从以上测试的时域波形图中可以观测到,在机壳阴阳转子径向方向,及水平和竖直两个方向上,均存在明显的冲击信号。
三、结果分析
从检测结波形图中可得到,冲击信号的时间间隔约为0.011秒,故冲击频率fi=1/T为90.9Hz。该主机阳转子为主动转子,转速为1367rpm,故回转频率fv=v/60为22.8Hz。阴阳转子齿数分别为6齿和4齿,碰擦故障频率fb=4*fv为91.2Hz。
由上述计算可得到冲击信号频率90.9Hz与转子碰擦故障频率91.2Hz较接近,因此,推测冲击信号是由于转子与机壳碰擦引起。
分析原因可能是由于加工误差或热膨胀导致转子与机壳间隙减小,当转子旋转一周,齿顶与机壳碰擦四次,变会产生图3所示的测试波形。当转子有些齿顶与机壳碰擦,而有些不碰擦或碰擦程度较轻时,便会产生图1、图2、图4所示的测试波形。
四、主机拆检
为验证对主机异响故障的判断,将测试主机进行拆检,将转子移除机壳后,可在机壳转子腔内面观察到明显的划痕,如图5所示。
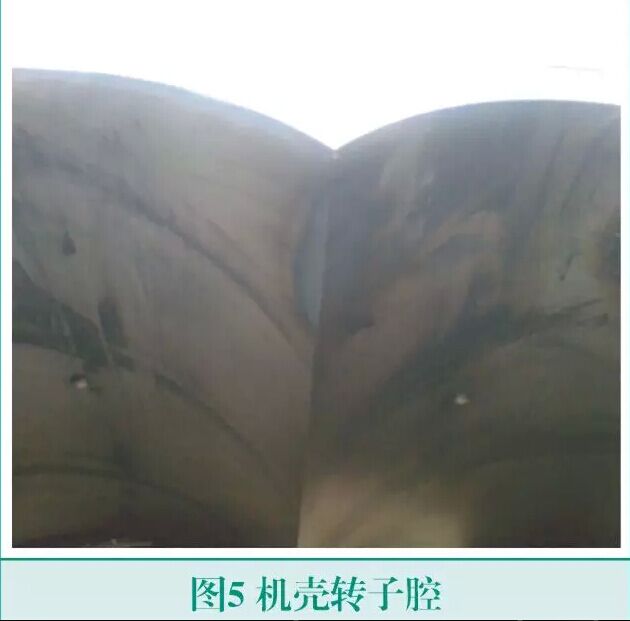
拆检结果显示,主机运行过程中转子与机壳确实存在碰擦现象。证明了前文中冲击信号来源的推测,找出了主机异响的原因。
五、解决措施
异响是由于运行过程中转子与机壳的间隙过小引起的,解决措施有两种:第一加工转子,减小齿顶圆直径;第二加工机壳增加转子孔直径,一般较常采用后者。但两种方法都会增加泄露量,需要严格控制加工量。
六、结论
文中针对通用螺杆试车中出现的异响问题,引入时域波形作为检测方法,避免了传统检测手段的局限性。根据检测结果中的冲击信号进行分析,通过频率计算找出了冲击信号来源,确定了异响原因。然后拆检主机,证明了判断结论正确方法可行,最后给出了常用的解决措施。




